目錄
第1頁:黑色滾輪檢驗標準
第2頁:限度樣品limit sample照片
第3頁:檢驗記錄過程
第4頁:驗收標準
第5頁:所有時期樣品比對
第6頁:整理相關驗收問題
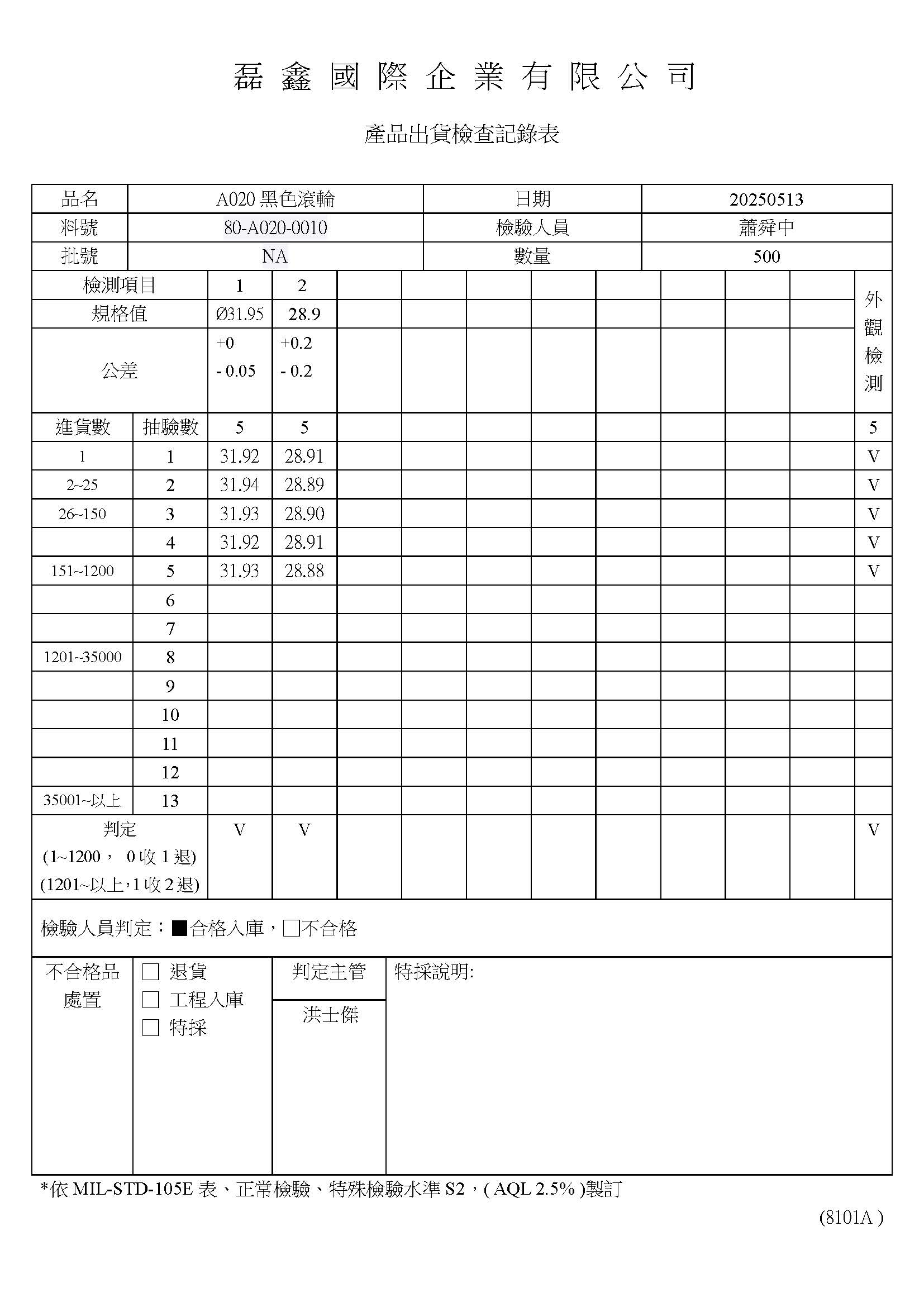
第7頁:出貨報告記錄
20250411
黑色滾輪產品說明:黑色滾輪為客供料,經客戶說明該產品是出貨給日本應用於紡織機上,表面外徑會與紡紗線接觸會影響走紗功能至關重要,所以重新定義檢驗標準"表面粗糙度",即指是會造成表面上任何痕跡的標準。
黑色滾輪檢驗標準分析如下
一、研發與品保部制定檢驗標準與儀器。
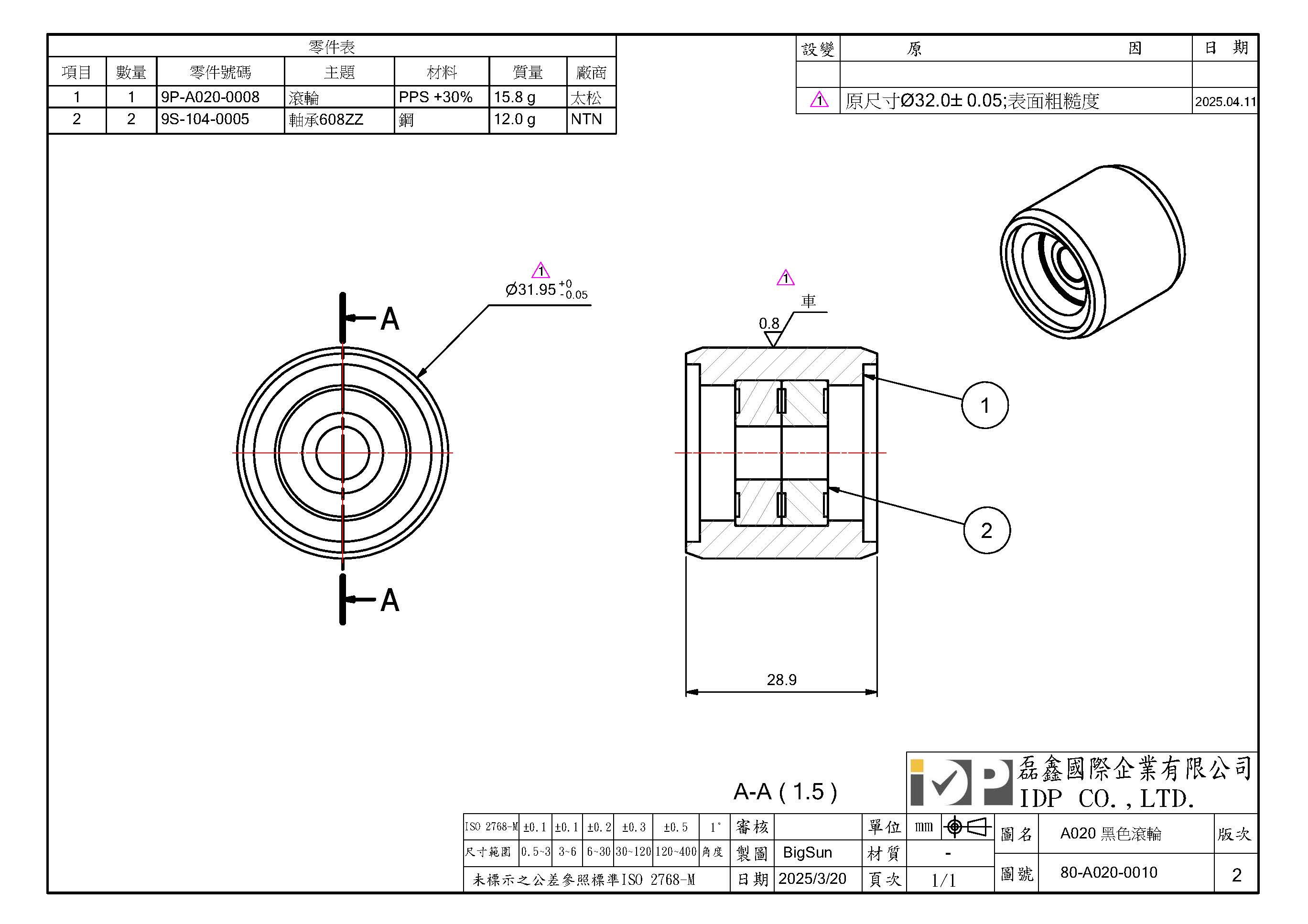
1. 依圖面所示外徑尺寸31.95/-0.05。游標卡尺。
2. 加工時表面粗糙度須達0.8。表面粗糙度機。
表面粗糙度

圖面
二、參照檢驗標準依據ISO 4288:1996,以探針式表面粗糙度量測如下。
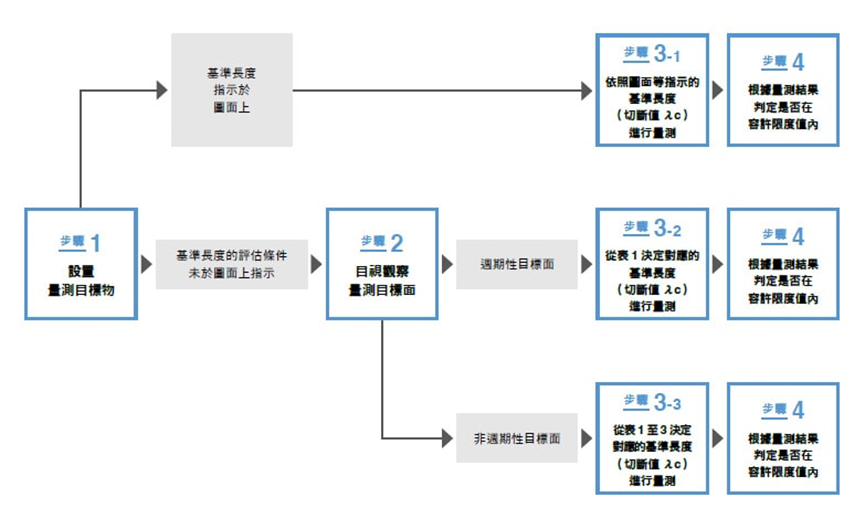
量測目標物
去除量測目標物表面的油或灰塵,如未指示量測方向,於高度方向參數(Ra、Rz)為最大的量測方向設置目標物。

三、實際檢驗標準步驟:
1. 確認儀器設置
- 開機後,選擇「Ra」作為測量參數(可依儀器支援 Rz、Rt 等)。
- 設定取樣長度,例如
0.8 mm 或 2.5 mm,視標準而定。
2. 檢查測頭與機器狀態
- 確保觸針乾淨無損。
3. 工件準備
- 工件需清潔、乾燥,避免油污與灰塵。
- 工件固牢避免測量時晃動。
4. 擺放儀器
- 將儀器底座或觸針與測量面垂直接觸。
- 確保測針運動方向與加工紋路垂直。
5. 執行測量
- 按下「測量」或「Start」鍵,儀器會自動掃描一段距離。
- 測量完成後,螢幕顯示測量結果(如 Ra = 0.8 μm)。
6. 判定結果
- 將結果與 Ra
0.8 的標準比較,判定是否合格。
- 比對限度樣品limit
sample。
7. 記錄與保存數據
四、權責標準區分說明:
1.加工廠與磊鑫需符合外徑尺寸與表面粗糙度,並提供相關數據文件。
2.客戶端依承認後的標準進行驗收,符合標準即達該批收貨。
20250411
限度樣品limit sample照片

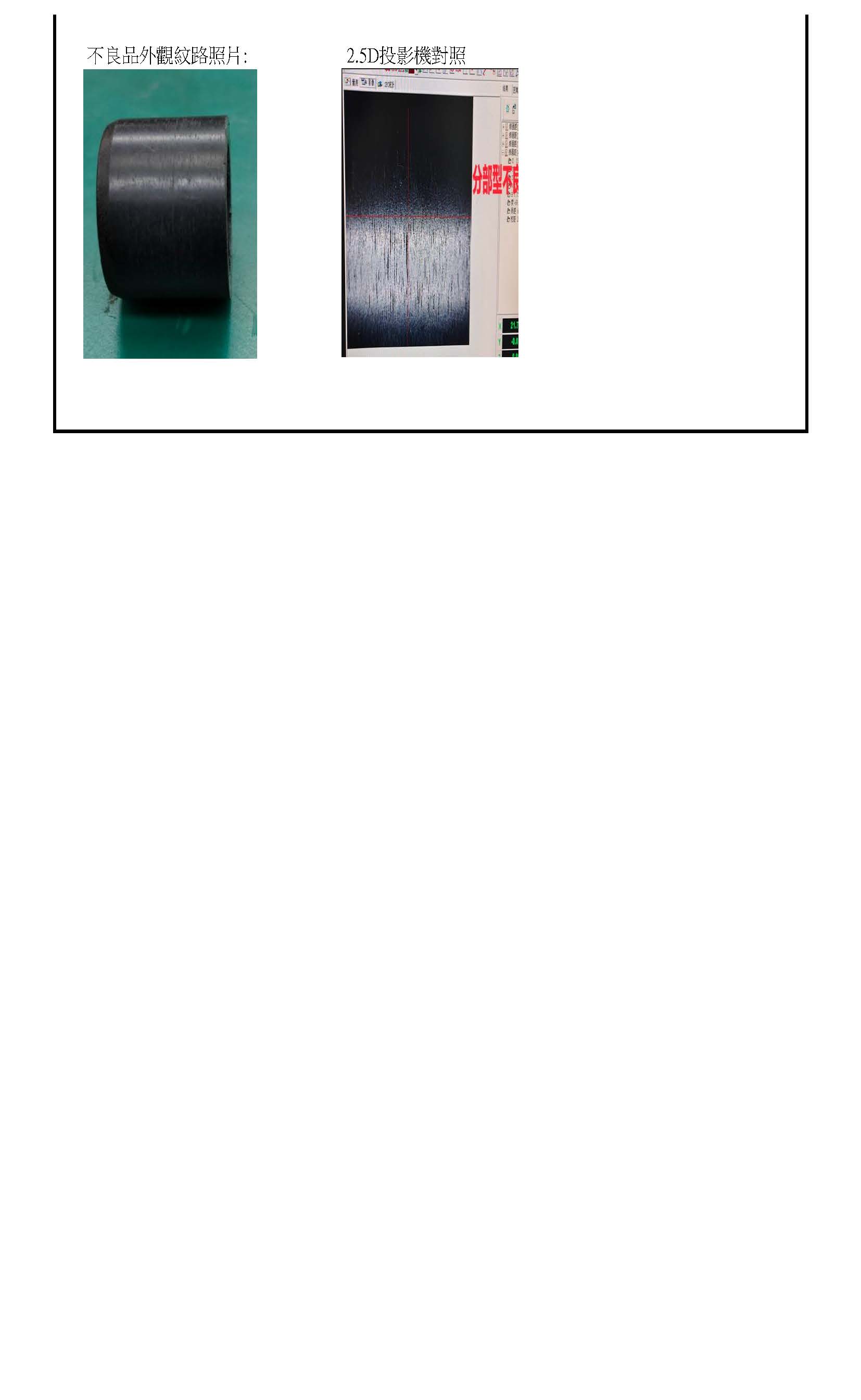
不良樣品照片(即外觀與表面粗糙度未達0.8)


檢驗記錄過程
20250414
客供料二種試樣,結果內部會有裂開情況。
20250421
客供料三種試樣
黑色滾輪同心度10~20條之間
影片連結
https://drive.google.com/file/d/
20250422
重修後黑色滾輪同心度7~10條之間
客供料三種試樣,結果外徑尺寸過小與外觀未達標準
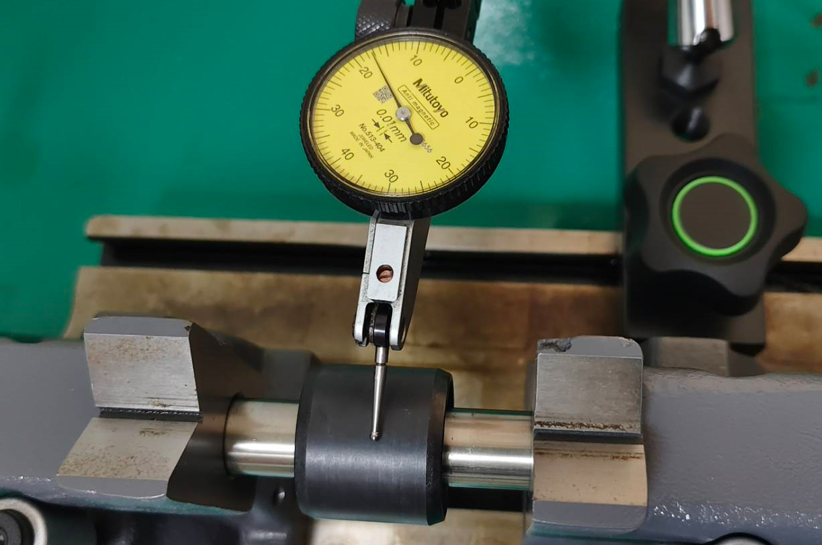
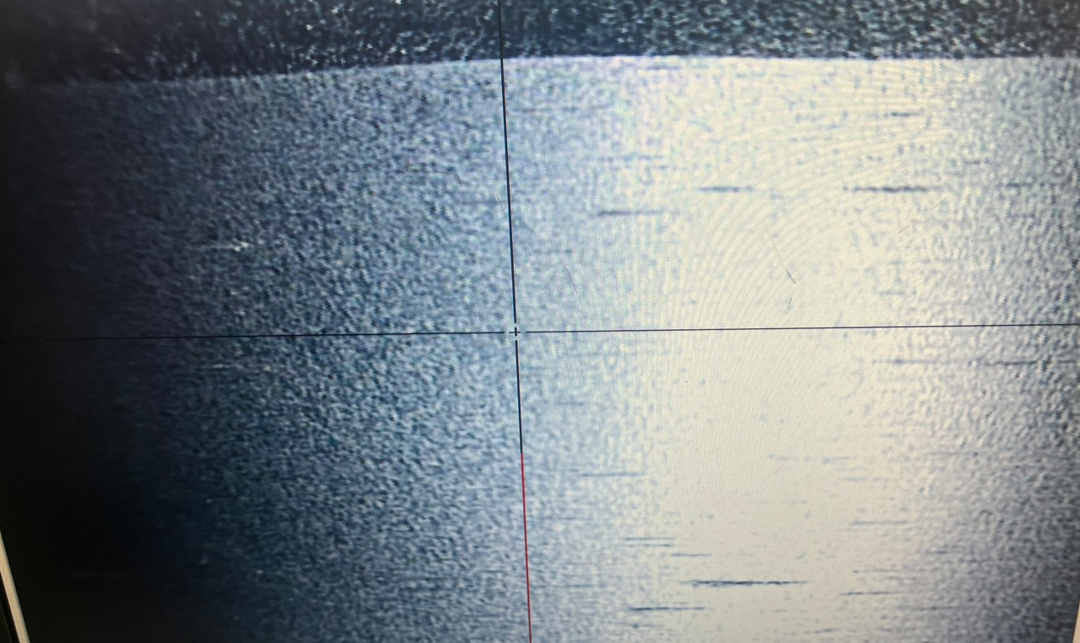
外觀標準符合(2.5D投影)
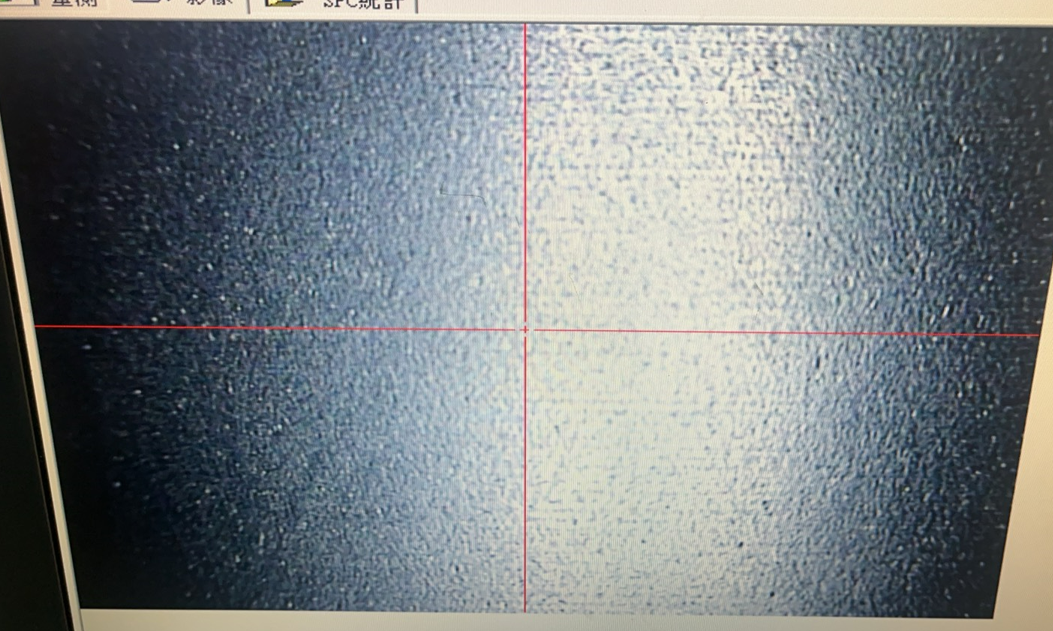
外觀不良1(2.5D投影)
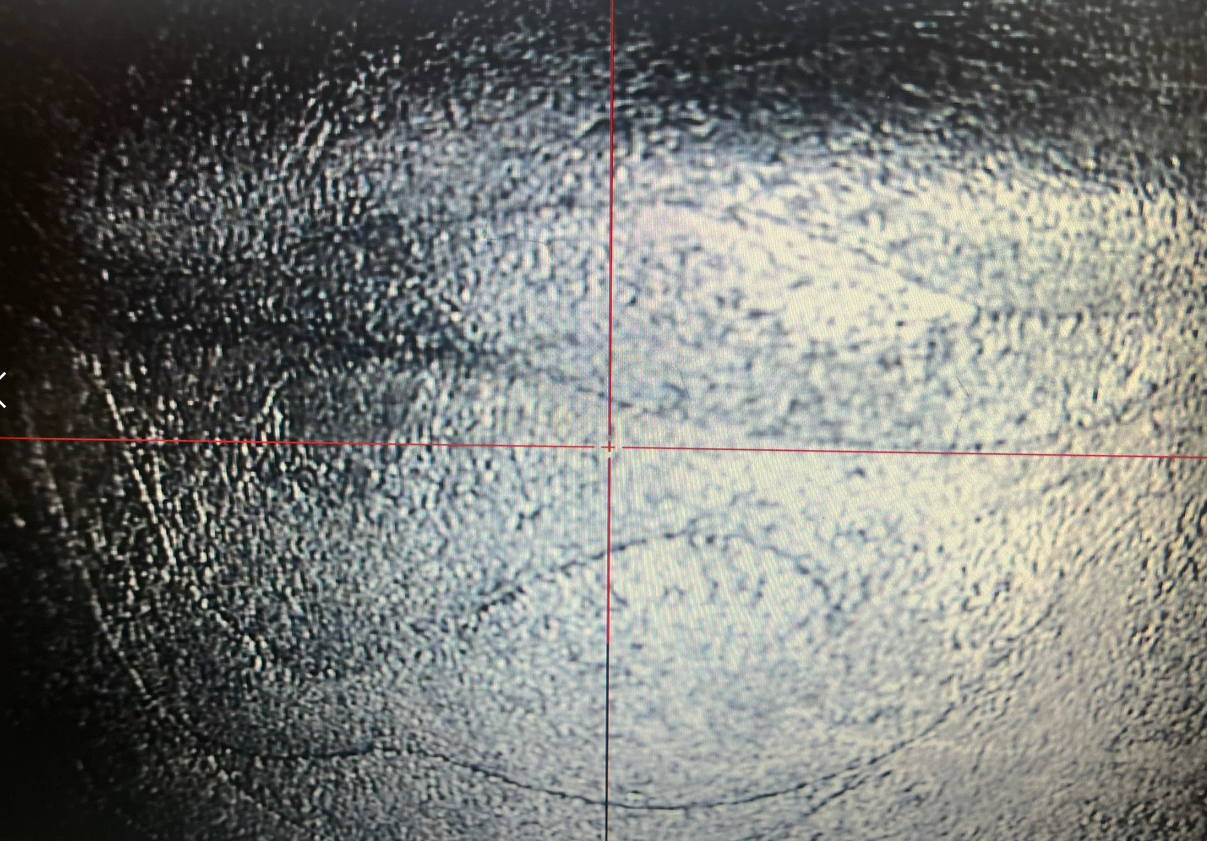
外觀不良2(2.5D投影)
外觀不良3

外觀不良4

外徑尺寸過小(標準31.90~31.95mm)

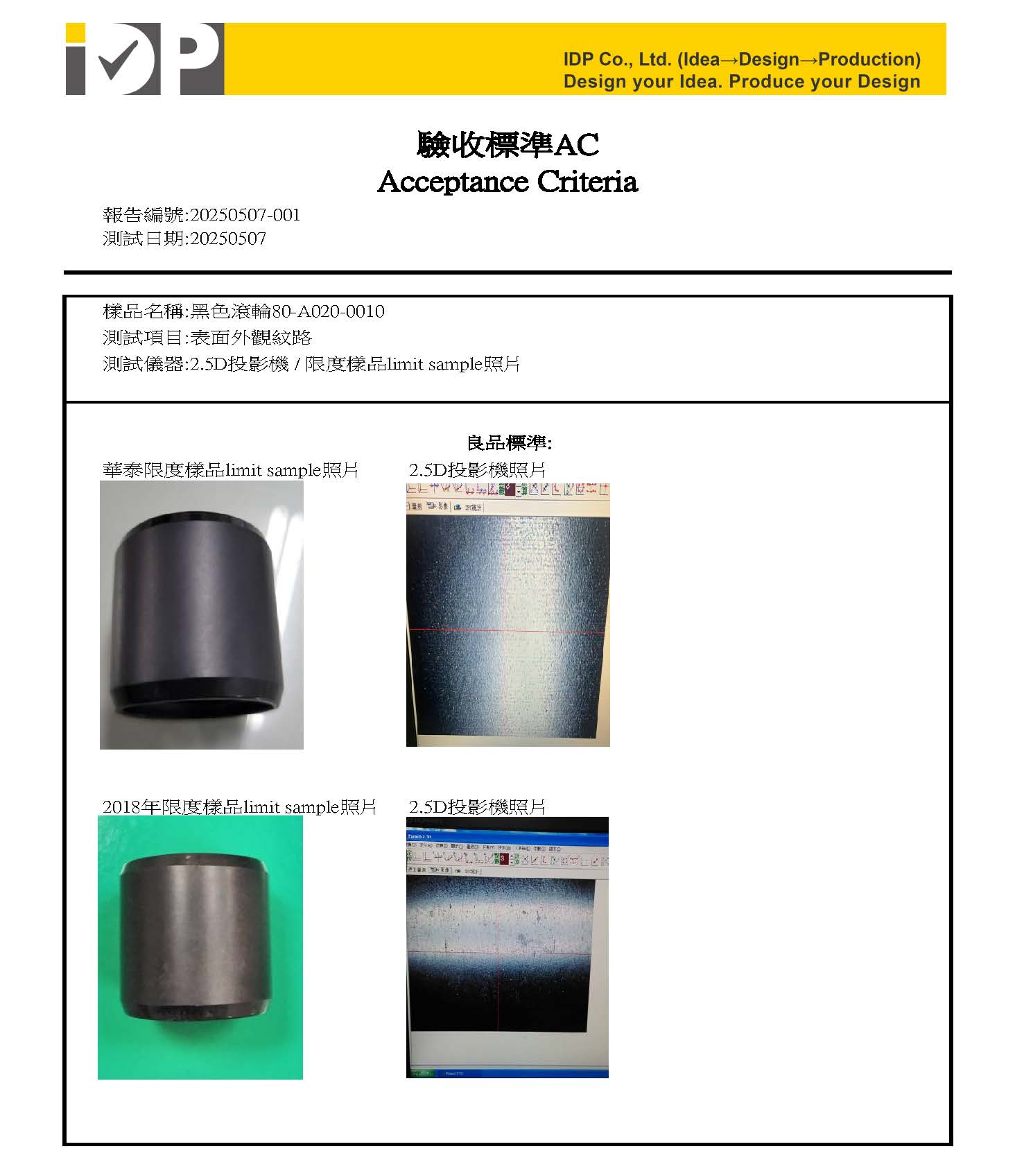
20250507
驗收標準
Acceptance Criteria

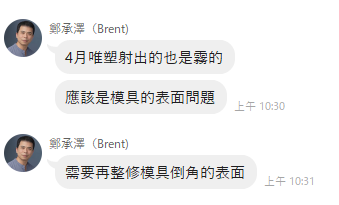
20250509
所有時期樣品比對


整理相關驗收問題20250509


出貨報告記錄20250513