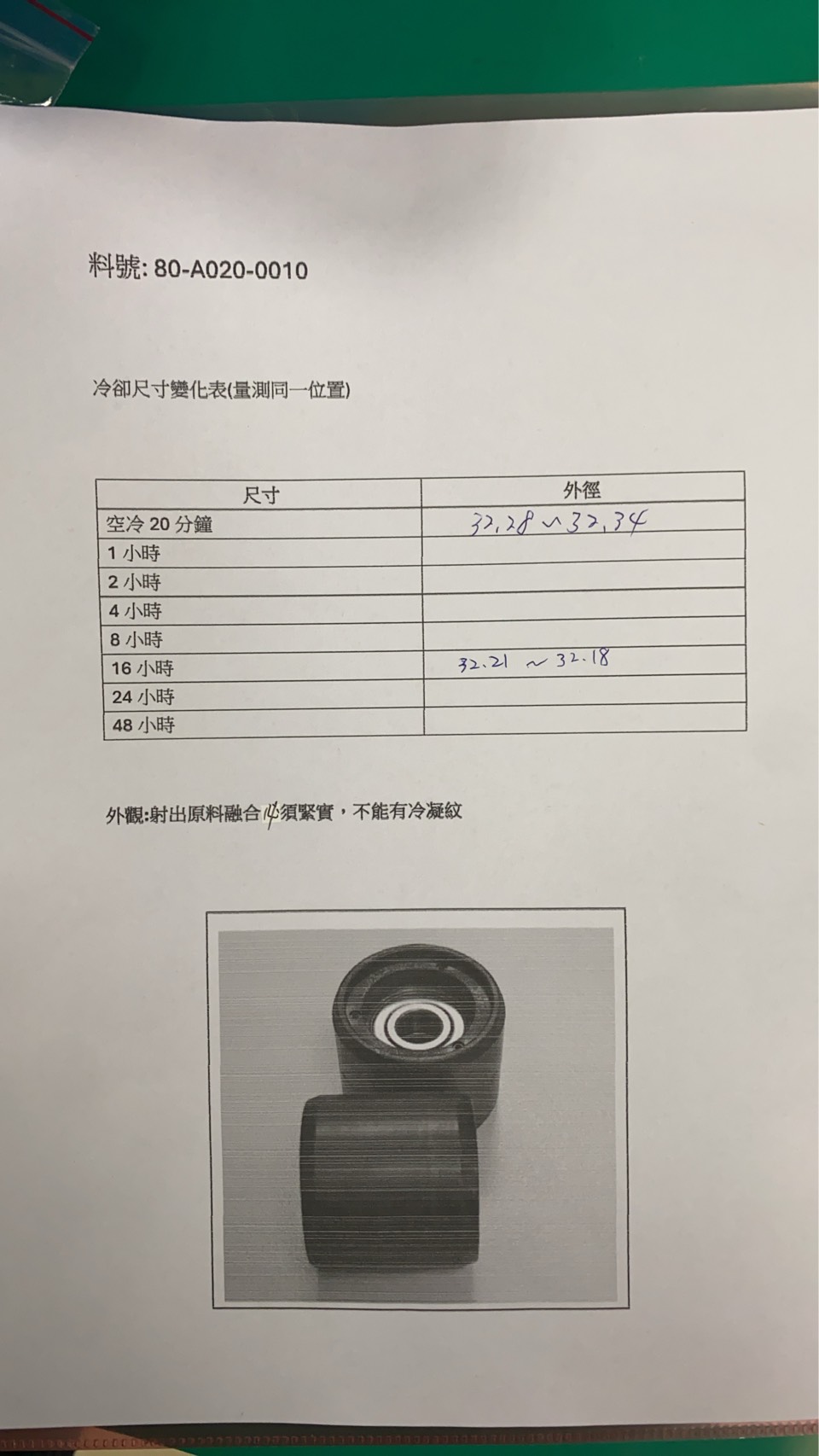
黑色滾輪工藝探討LINK
2025-0925LINK
114-10-02
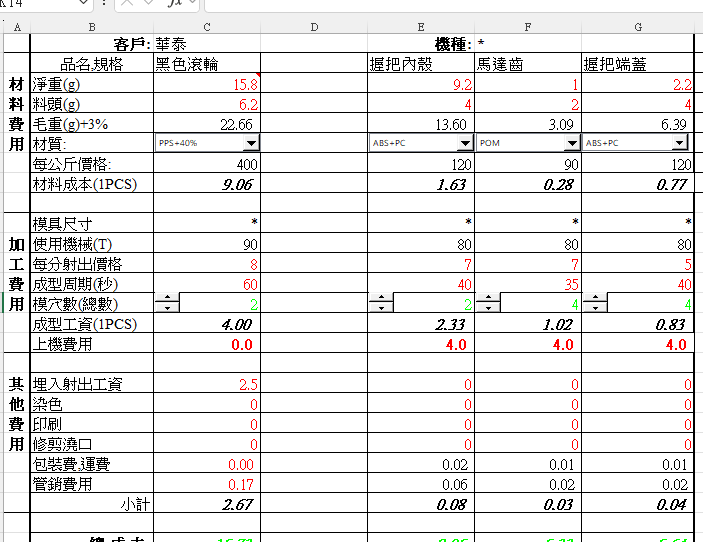
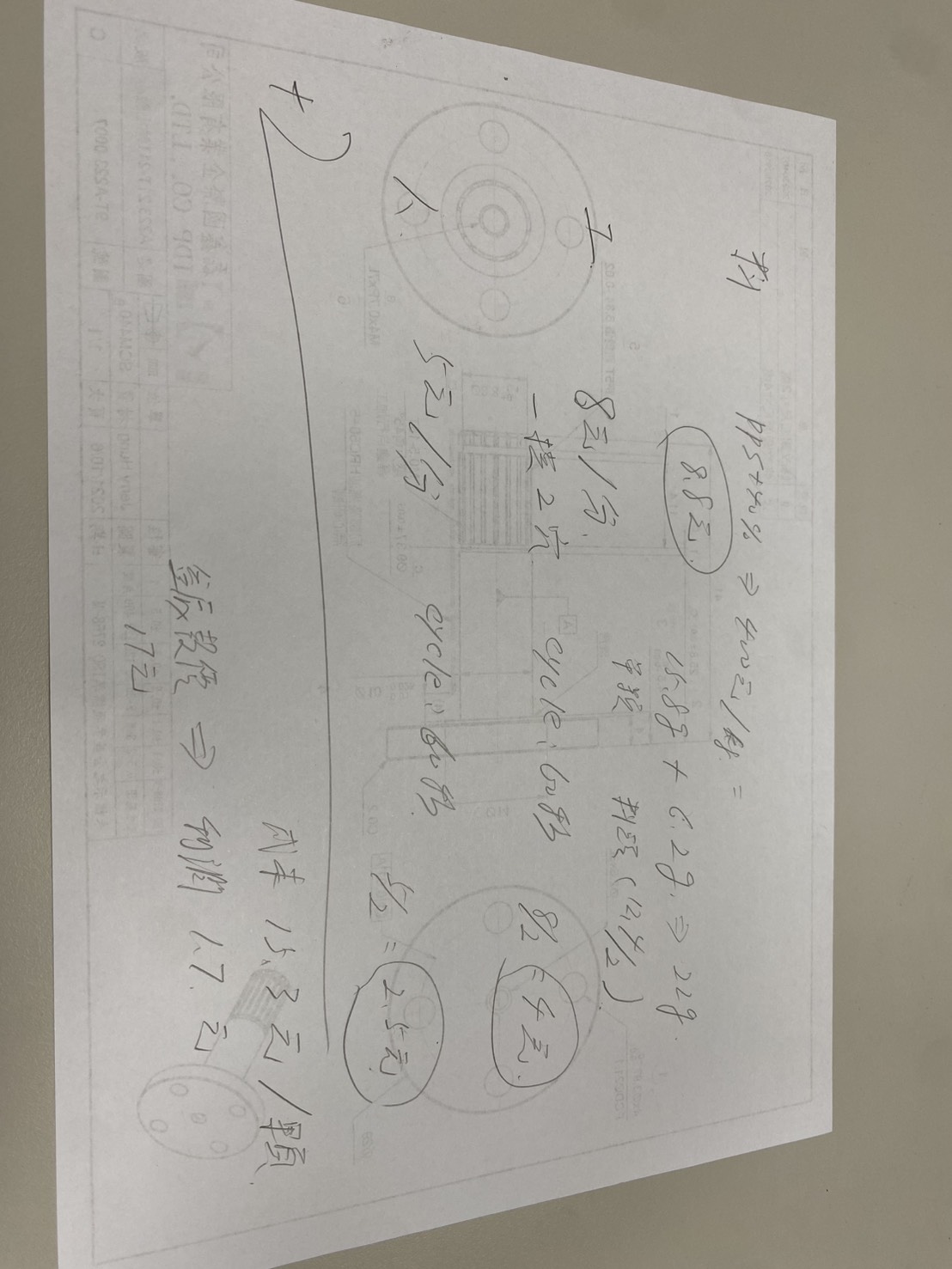
塑膠成本
114-09-23
A020黑色滾輪試模
改善模具排氣
1. 機台95T原來是50T
2. 倒角仍不亮。


改機台到50T
若不行,灌點加大0.2mm


114-04-24
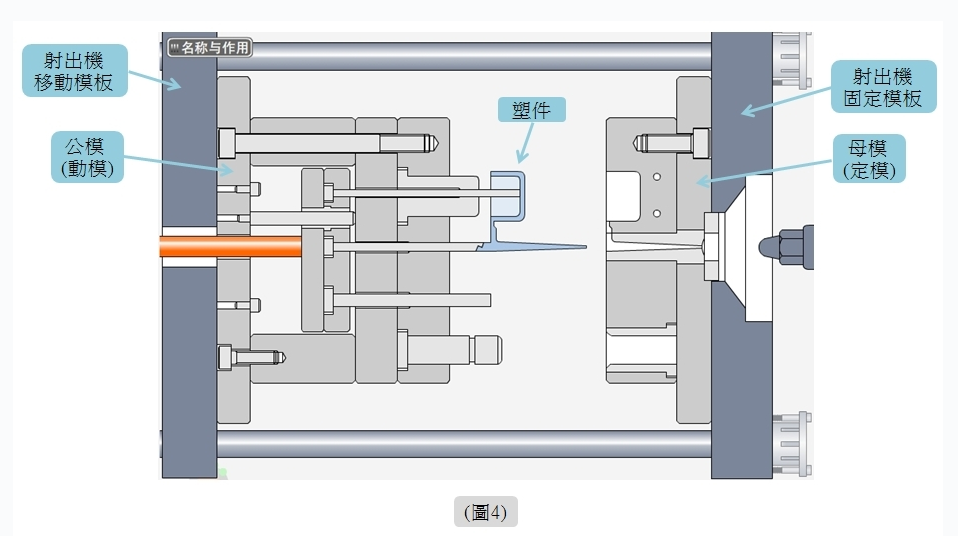
射出模具的結構組成
動畫 塑料融化>注入模具>塑料冷卻固化>取出成品
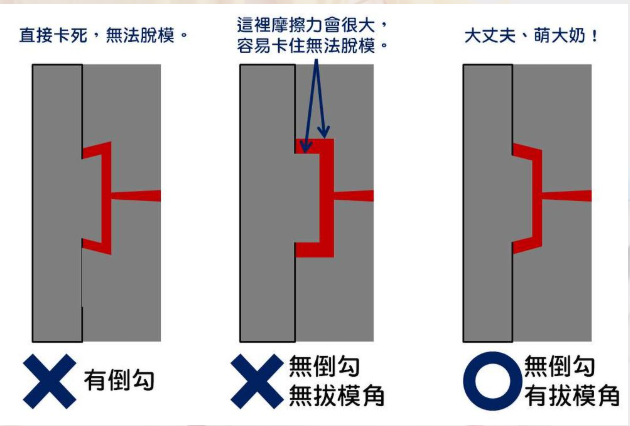
倒鉤與拔模角差異
1 塑膠射出基本運作
2 A020黑色滾輪案例_灌點/頂針位置/記號點認識
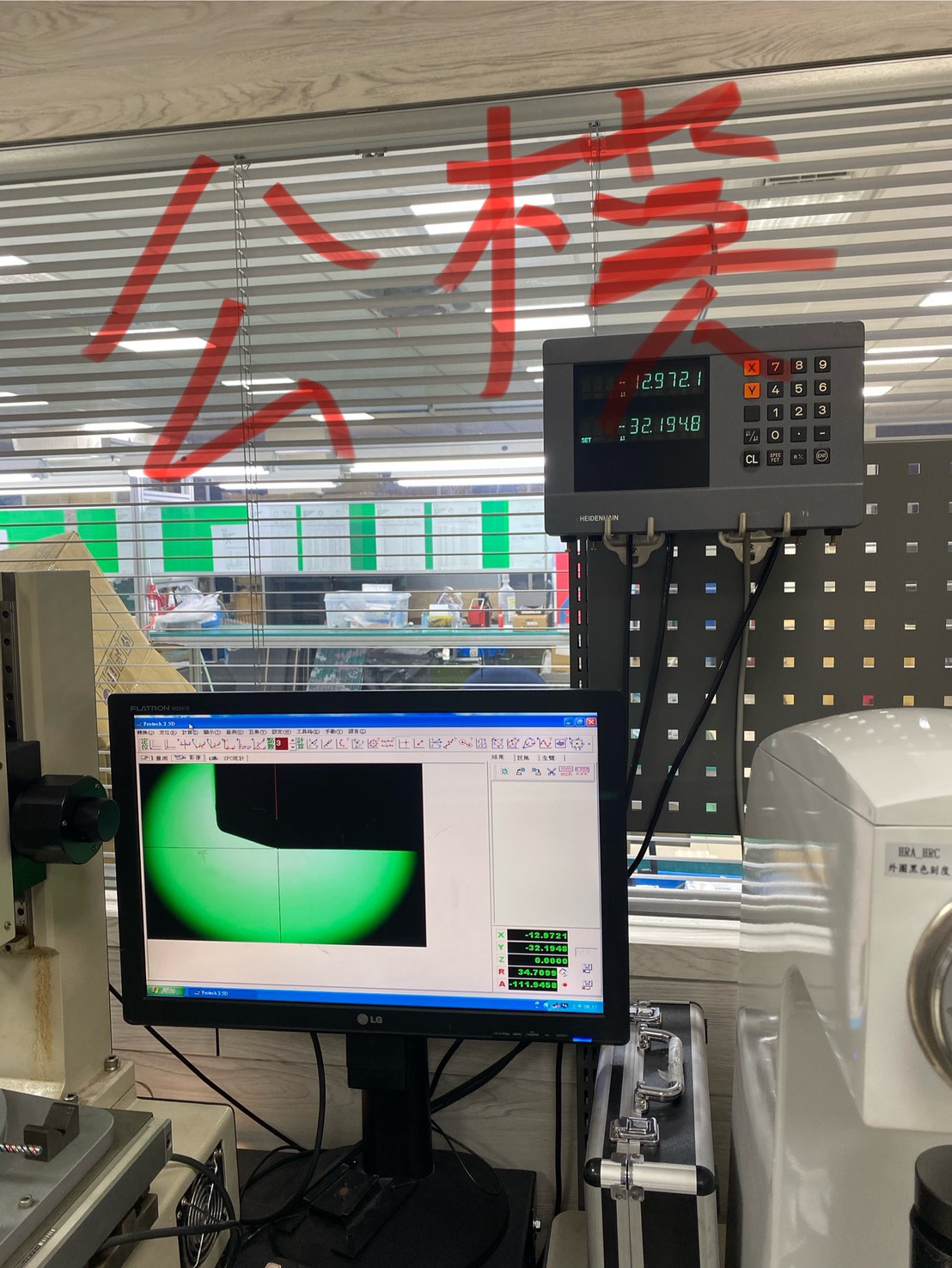
3 外徑量側位置
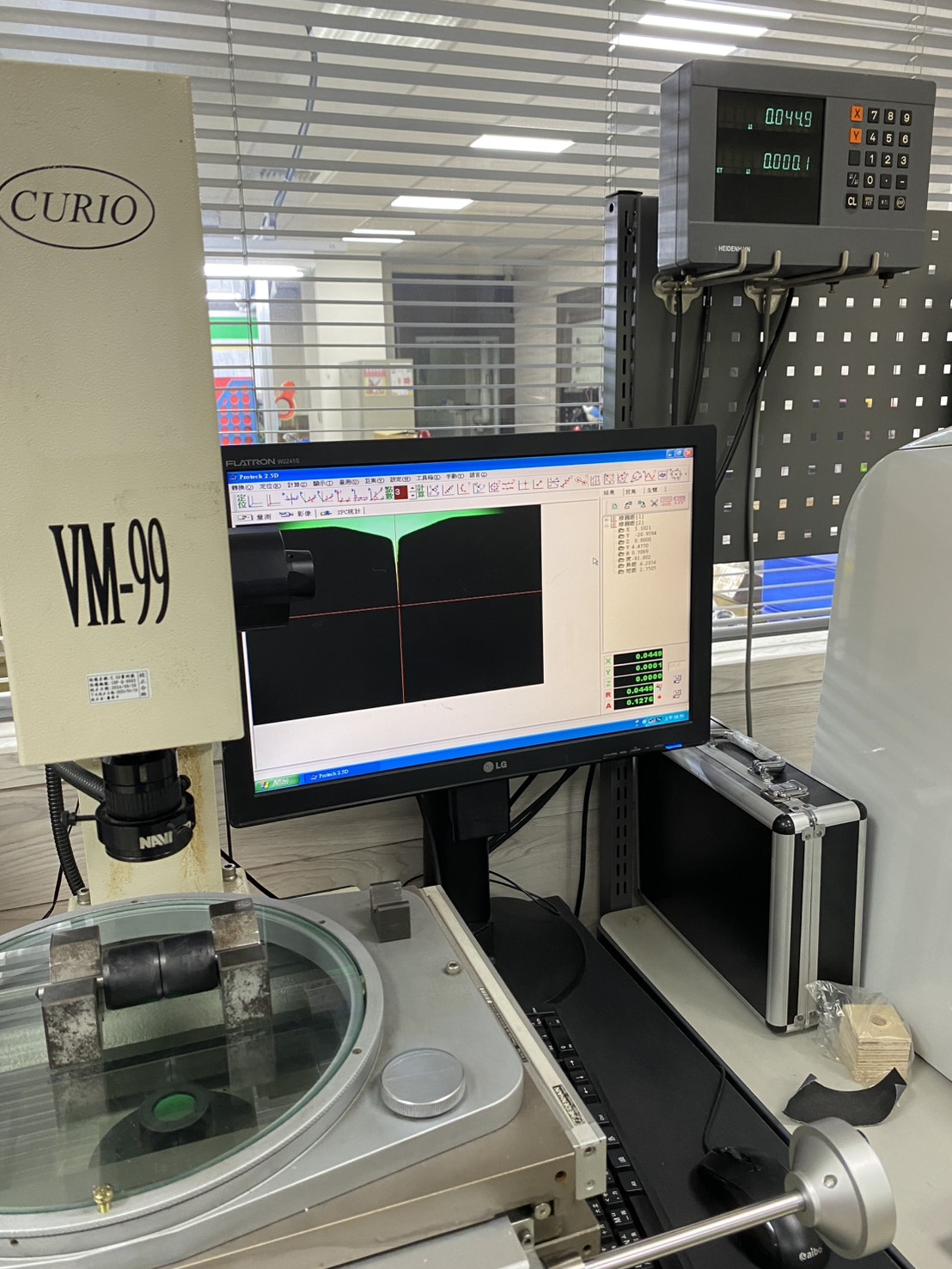
4 結合線形成
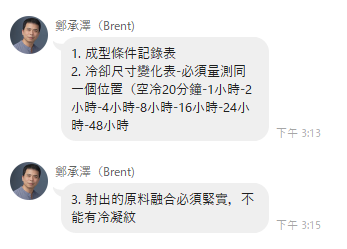
5 成行條件
6 滾輪串接密合度
7 治具偏擺度校正
8 更換拉桿及砂輪番號#70
9 滾輪的研磨加工方法
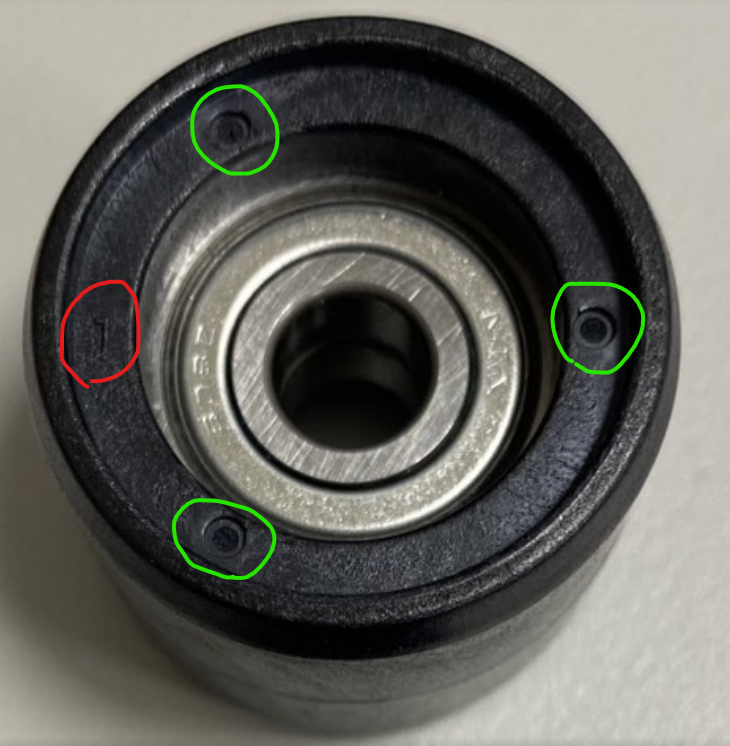
A020黑色滾輪案例
母模側
記號: 1
灌點X3
母模側
記號: 2
灌點X3
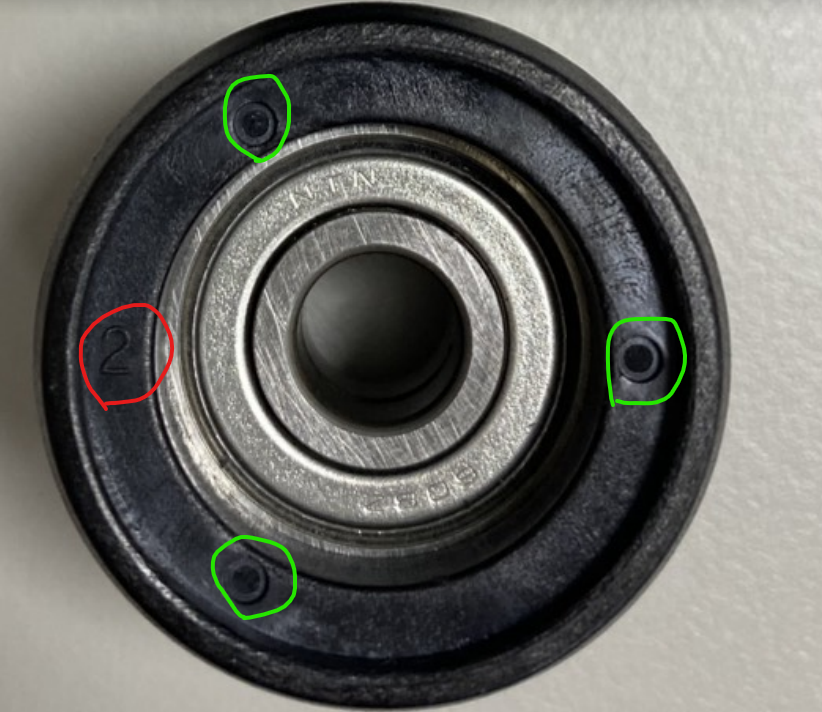
公模側
記號: 1
頂針位置 X4

公模側
記號: 2
頂針位置 X4

紅色箭頭 母模端最小徑
綠色箭頭 分模線 最大徑
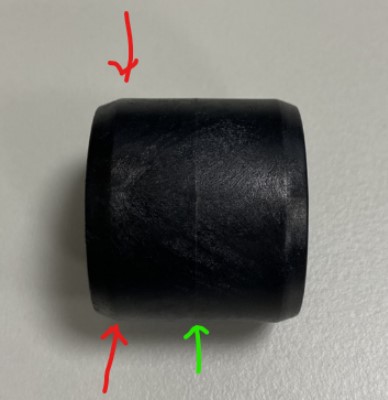
母模外徑32.10mm
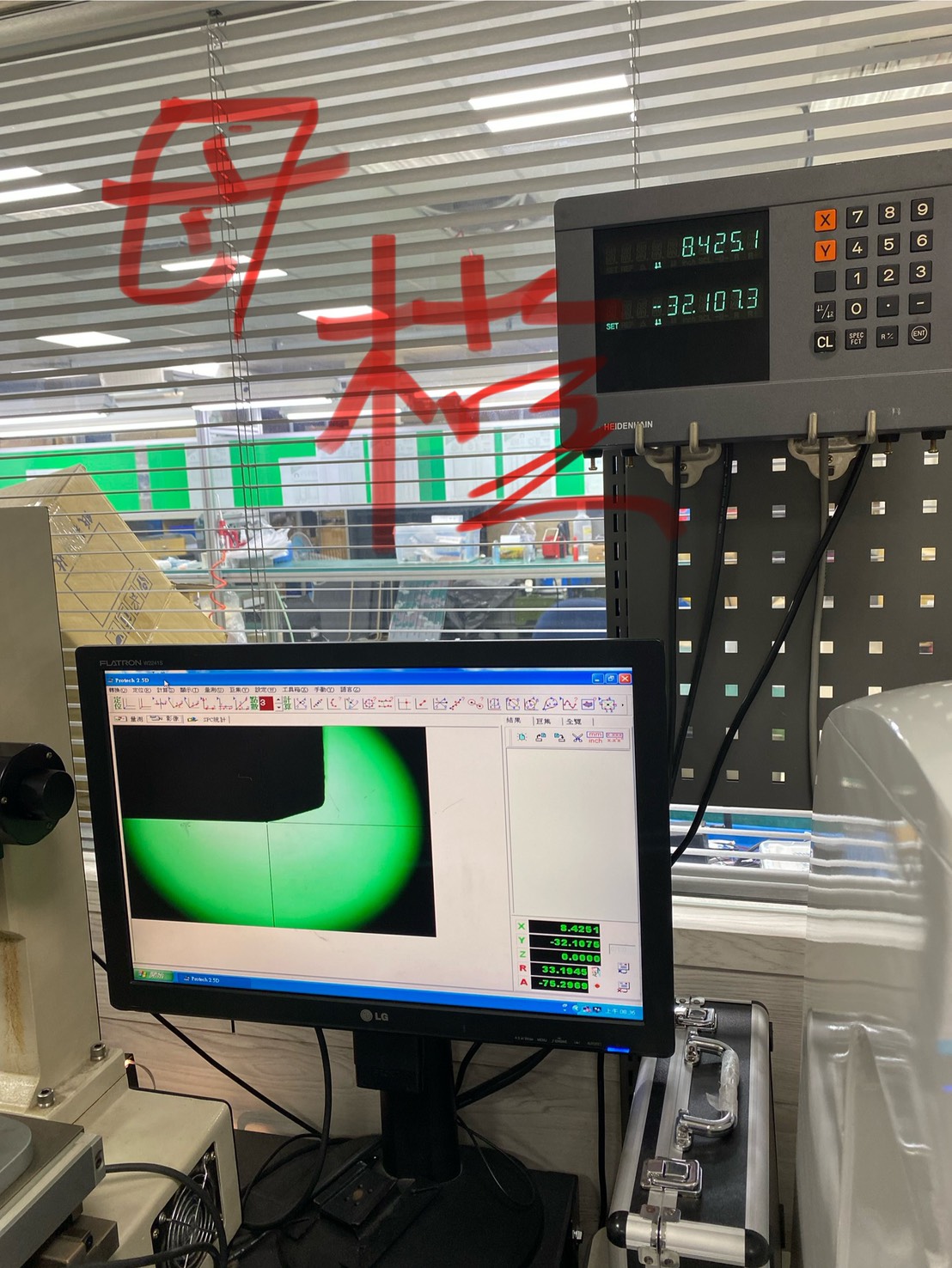
公模外徑32.19mm

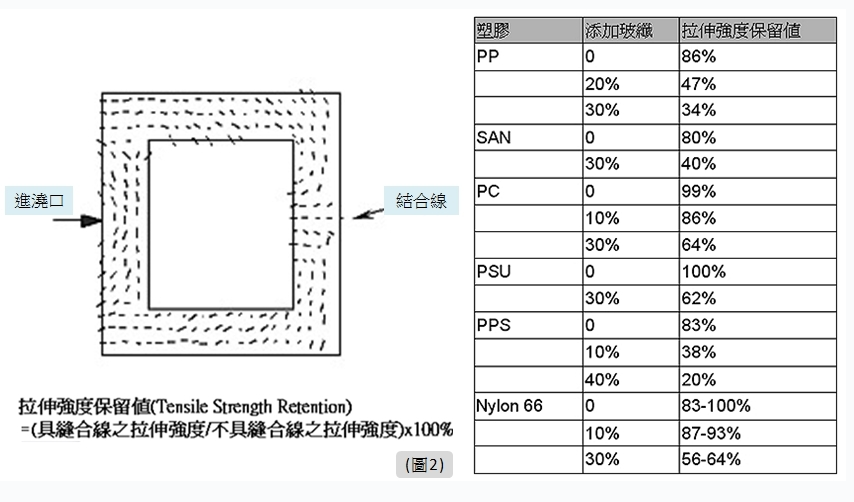
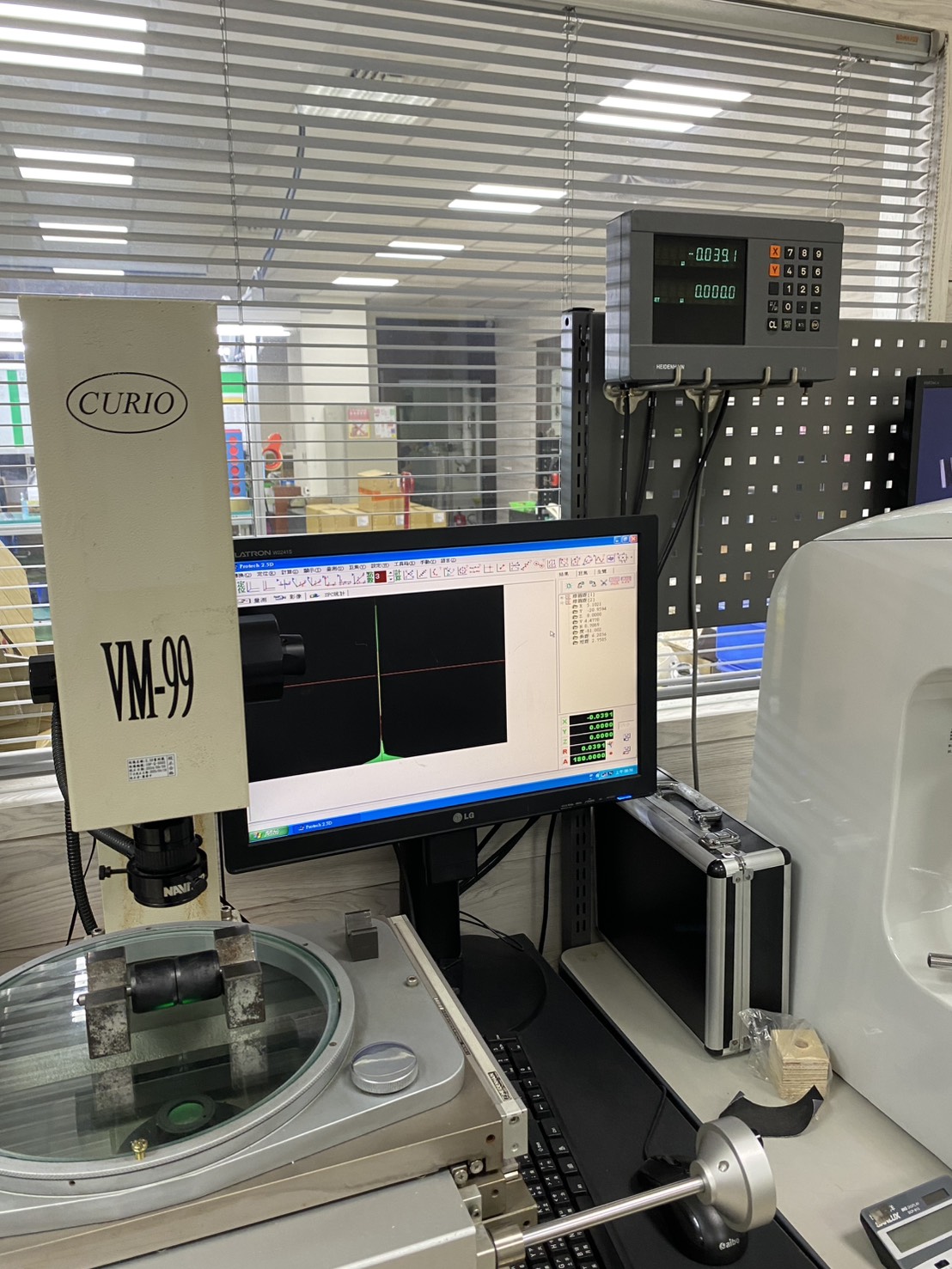
治具偏擺度校正 <0.03mm
模具更換拉桿(加長)
原來的小拉桿太短料頭不好拿,成型不順


華泰 榮泰說左邊這個跟原樣差很多 較光滑
鄭總與連虹陳老闆確認過了
他們師父裝到細的砂輪
正確砂輪番號#70

PPS+GF40% 射出滾輪的研磨加工方法
PPS+GF40%(聚苯硫醚加40%玻璃纖維)是一種高強度、高耐磨、耐熱的工程塑膠,常用於射出成型製作如滾輪等機械零件。這類材料因含有大量玻璃纖維,機械加工難度較高,特別是在射出成型後進行精密研磨時,需要特別注意方法與工具選擇。
射出成型後的加工流程
1. 射出成型
PPS+GF40% 主要以射出成型方式製作滾輪等零件。射出時需注意模溫(建議135°C以上,甚至可達150°C),以確保材料的結晶度與物性表現[1]。射出後的產品會有一定的尺寸公差與表面粗糙度,若需更高精度或表面品質,需進行後續加工。
2. 研磨加工的必要性
射出成型後的滾輪若需達到更精密的尺寸、圓度或表面光滑度,通常會進行研磨加工。PPS+GF40% 因含玻纖,表面較粗糙且硬度高,直接車削或銑削易造成刀具損耗,研磨是提升表面品質的有效方法。
研磨加工的重點
·
選擇合適的砂輪
由於 PPS+GF40% 含有大量玻纖,建議選用剛玉(Al2O3)或碳化矽(SiC)砂輪,粒度建議使用較細(如#400以上),以減少表面拉毛與纖維外露。
·
冷卻液的使用
研磨時須大量使用冷卻液(如水溶性切削液),以避免材料因摩擦升溫變形或產生熱裂。
·
進給與轉速控制
進給量宜小、研磨壓力輕,避免因過度壓力導致材料表面燒傷或玻纖脫落。
·
多段式加工
可採用粗磨→精磨→拋光的多段式加工流程,逐步提升表面品質與尺寸精度。
·
防止靜電與粉塵
玻纖研磨時會產生大量微細粉塵,建議配合吸塵設備,並注意操作人員防護。
研磨加工常見問題與對策
|
問題 |
對策 |
|
玻纖外露、表面粗糙 |
降低進給量、選用細粒度砂輪、適當冷卻 |
|
刀具/砂輪磨損快 |
使用耐磨材料砂輪、適時修整砂輪 |
|
材料表面燒傷 |
降低研磨壓力、加強冷卻 |
|
靜電與粉塵 |
使用吸塵設備、操作人員配戴防護裝備 |
補充說明
·
PPS+GF40%
的研磨加工與一般純塑膠不同,因玻纖含量高,材料硬脆且易磨損工具,建議選用專業塑膠加工廠進行。
·
若需更高表面光潔度,可進行拋光處理,但玻纖材料拋光效果有限,表面仍可能有細微纖維痕跡。
參考加工流程簡述
1. 射出成型(模溫135~150°C,確保結晶度)[1]
2. 尺寸檢查,標記需研磨部位
3. 粗磨(去除明顯公差與表面缺陷)
4. 精磨(提升尺寸精度與表面品質)
5. 拋光(視需求進行)
6. 清潔與檢驗
如需量產或特殊精度要求,建議與具備塑膠射出與精密加工經驗的廠商合作,以確保產品品質與生產效率[2]。
![]()
總結:
PPS+GF40% 射出滾輪的研磨加工需選用合適砂輪、控制進給與冷卻,並注意粉塵防護。由於材料特性,建議採用多段式精密研磨流程,以達最佳加工效果。
![]()
1.
https://www.ghpc.com.tw/Nylon/pps東麗/aboutus.html
2.
https://way-kai.com/zh/manufacturing-processes-for-plastics/
