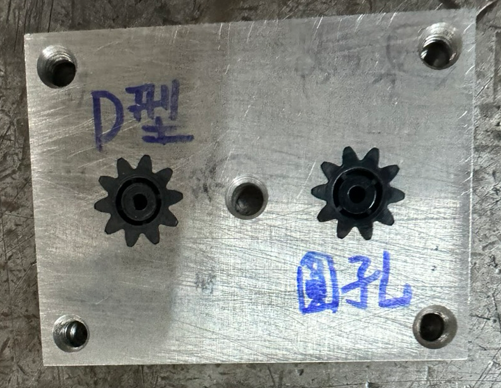
在設計時需預估考量在不同塑膠材料下所射出成品尺寸範圍,同時經由收縮率、材料燃燒特性反證材質是否屬實。
以下針對三種塑膠材料(PA6+30GF、ABS-757、POM-M90)從收縮率、材料燃燒特性後的外觀與氣味等進行分析,並以模具尺寸16.71 mm為例,預估射出成品尺寸推導與成品材質反證的一連串說明。
-------------------------------------------------------------------------------------------------------------------------------------------------
一、PA6 + 30% GF(玻纖強化尼龍)
1. 收縮率
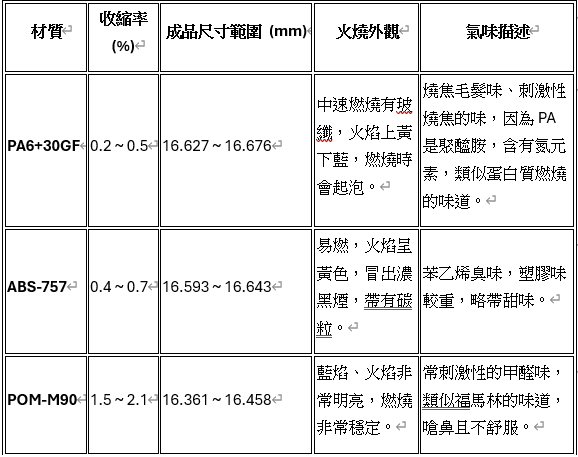
- 範圍:約 0.2% ~
0.5%因玻纖方向性影響大
- 材質特性: PA6+30GF添加了30%的玻璃纖維 (GF) 大幅降低了PA6本身的縮水率,需要注意的是,在垂直於加工方向上,縮水率會略高於0.3%。
- 模具尺寸 16.71
mm
成品尺寸 ≒ - 最小收縮率(0.2%):16.71 ×
(1 - 0.002) ≒ 16.676
mm
- 最大收縮率(0.5%):16.71 ×
(1 - 0.005) ≒ 16.627
mm
二、ABS-757(丙烯腈-丁二烯-苯乙烯)
1. 收縮率
- 範圍:約 0.4% ~
0.7%
- 材質特性: ABS-757屬於非結晶性塑膠,本身縮水率就較低,需要注意的是,材料縮水除了與ABS本身的材料特性有關外,還與模型材料的填充率相關。
- 模具尺寸 16.71
mm
成品尺寸 ≒ - 最小收縮率(0.4%):16.71 ×
(1 - 0.004) ≒ 16.643
mm
- 最大收縮率(0.7%):16.71 ×
(1 - 0.007) ≒ 16.593
mm
三、POM-M90(聚甲醛)
1. 收縮率
- 範圍:約 1.5% ~
2.1%(屬高收縮材料)
- 材質特性:POM-M90屬於結晶性塑膠,其分子在冷卻過程中會重新排列整齊,導致較大的體積收縮,因此縮水率是三者中最高的,另POM材料的縮水率受樣品厚度和澆口尺寸影響,在不同加工條件下會有所變化,在模具設計時必須精確地預留其縮水率。
- 模具尺寸 16.71
mm
成品尺寸 ≒ - 最小收縮率(1.5%):16.71 ×
(1 - 0.015) ≒ 16.458
mm
- 最大收縮率(2.1%):16.71 ×
(1 - 0.021) ≒ 16.361
mm
-------------------------------------------------------------------------------------------------------------------------------------------------
材料燃燒特性後的外觀與氣味比較表
實際成品樣品尺寸為16.35mm
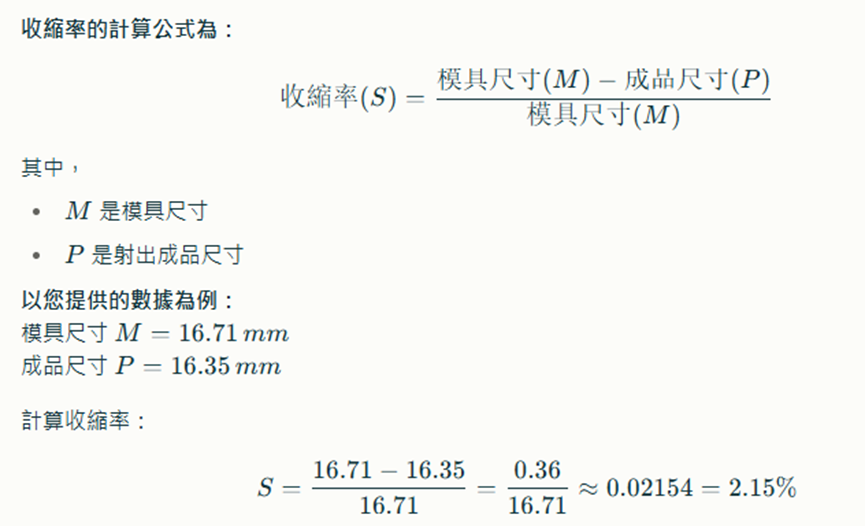
結論:
塑膠材料POM-M90射出成型時的收縮率通常約在2%左右,此範例中的成品收縮率約為 2.15%,有符合比例範圍,加上燃燒特性呈福馬林嗆鼻味道,所以斷定材質為POM-M90。
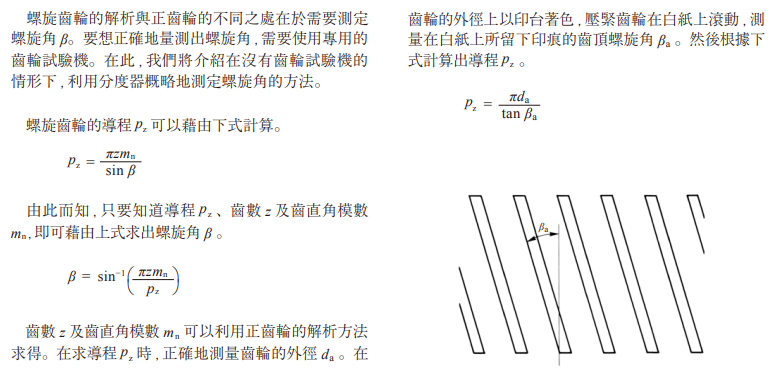
補充說明:在沒有齒輪試驗機的情況下,如何測定螺旋角方法