A342
114.07.31

114.07.29
B1及B2
114.07.28
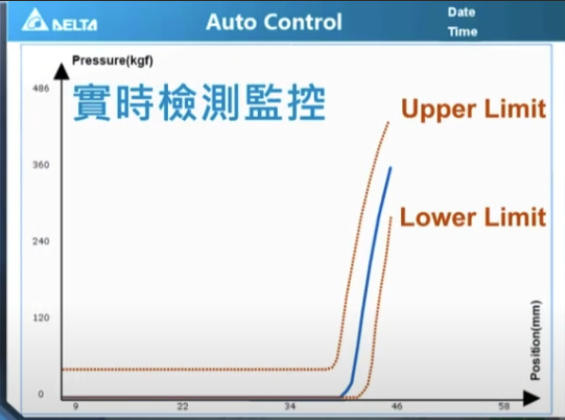
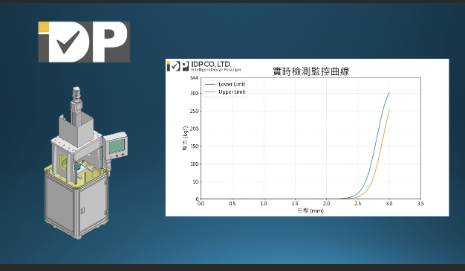
本計畫擬開發智慧化齒輪壓合系統,藉由即時記錄與監測壓合力量及位置曲線,並結合數據庫分析技術,實現對壓合參數(力、位置、時間)的最佳化調整。系統將調整壓合過程中的關鍵參數,達到精準控制壓合動作,顯著提升齒輪壓合品質之穩定性與一致性。另透過可拆換力量感測模組設計,使本系統能應對不同量級的測量需求,為生產線提供快速解決方案。
資料來源:SMR-TUMC-20250702-July-Brent
EKB推廣的協助:協助企業AI升級智慧製造...
- 生產資料收集/分析,由AI輔助提升良率及產品可靠性
- 案例:傳統壓床-->伺服壓床(可控制性)+感測器收集生產資料(壓合過程的位置/壓力資料),再由收集的大數據進行分析找出最佳製造條件及原因分析(變數分析)進而提升良率。
- 下圖為IDP正在進行中-產業發展署智慧製造補助案,實際案例更有利於推廣的口碑
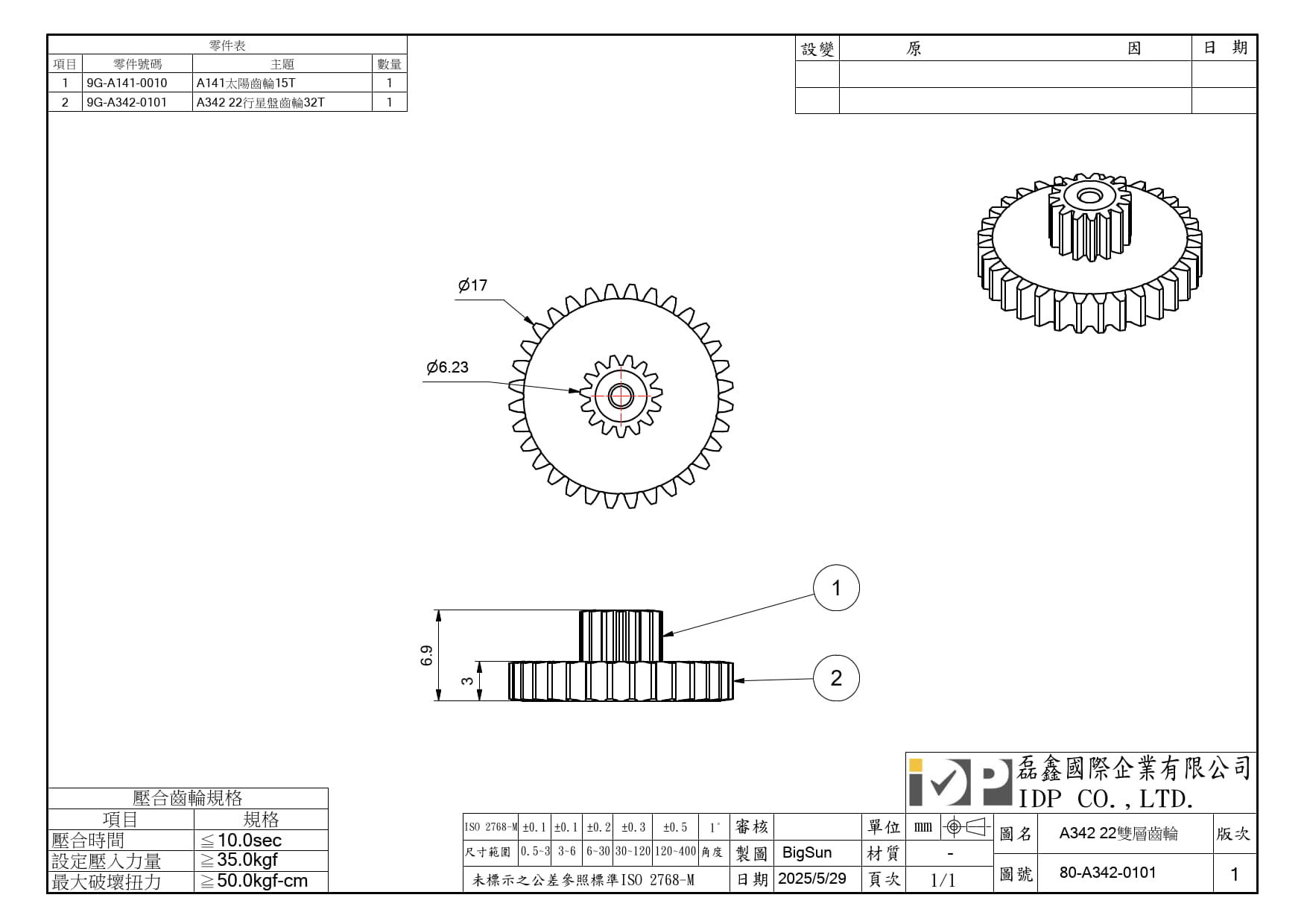
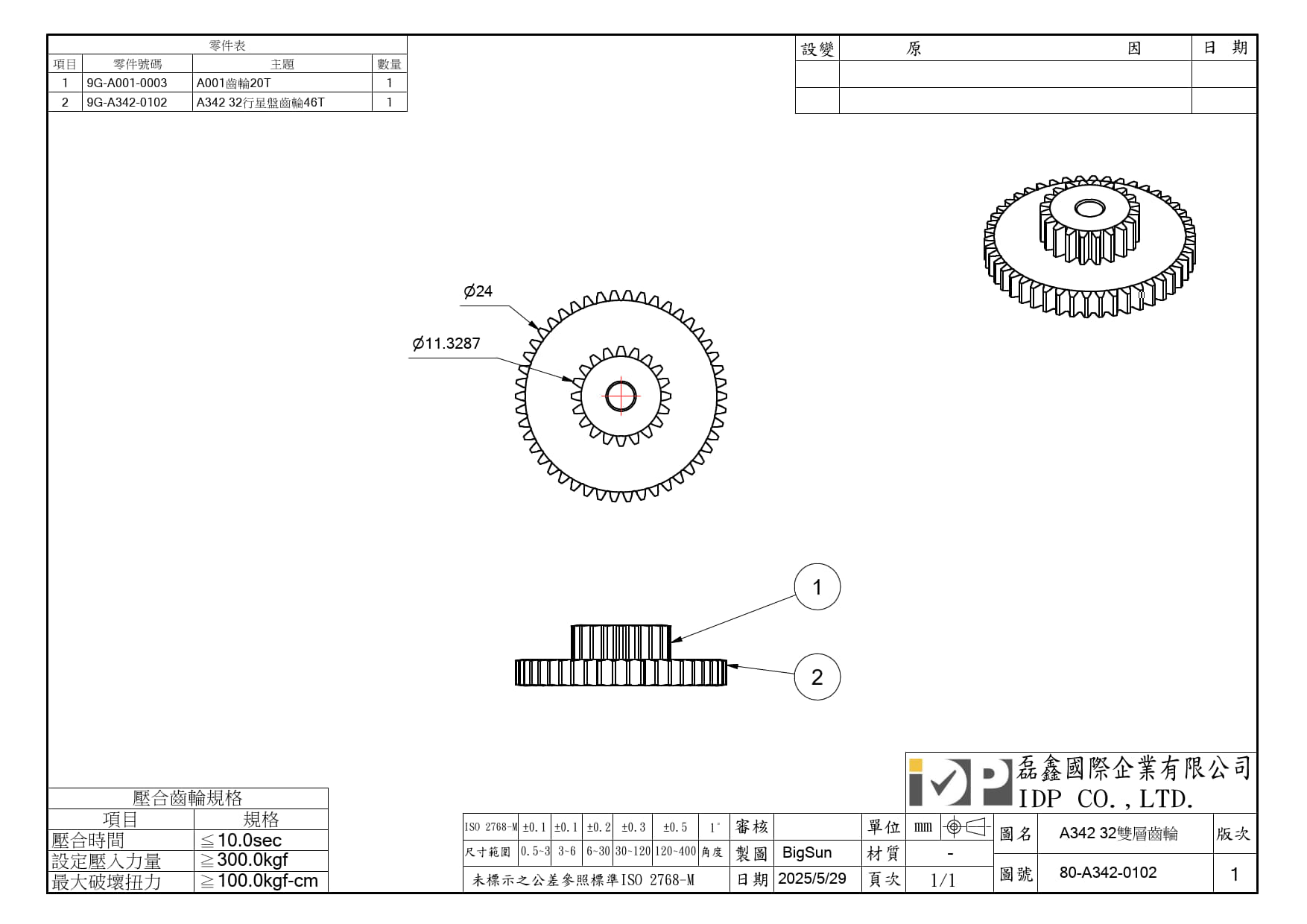
壓合齒輪規格
22雙層齒輪圖面
32雙層齒輪圖面
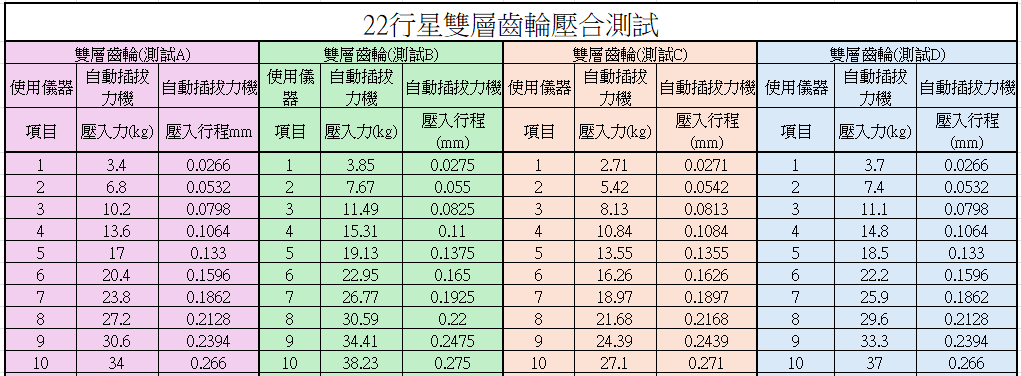
伺服壓床壓力控制模式,壓入22雙層齒輪,為例。
22雙層齒輪壓入條件摘要
| 項目 | 要求 |
|---|---|
| 壓力引入時間 | ≦10秒 |
| 設定壓力輸入上限 | ≧35 kgf(對 Ø3.5 mm) |
| 最小壓入推力 | ≧50 kgf·cm(對 Ø3.5 mm) |
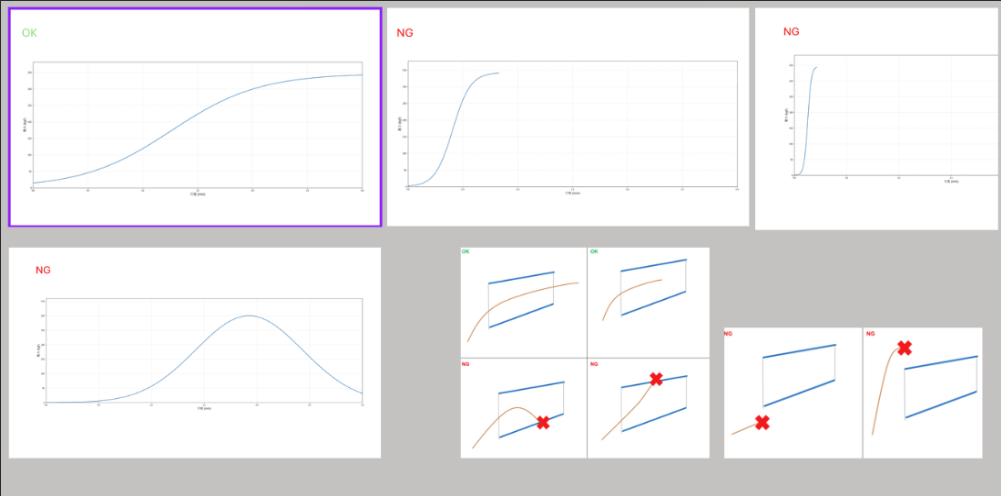
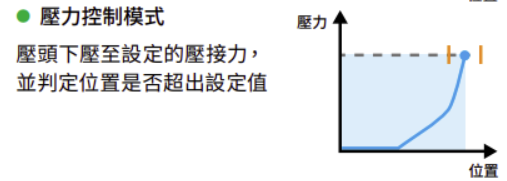
壓合OK條件判斷(以伺服壓床壓力模式為基礎)
可依據以下三項壓力輪廓(或力-位移曲線)進行 OK/NG 預判:
1. 力-位移曲線是否符合預期輪廓
-
壓入過程中,力與位移呈一定斜率,符合標準壓入特性(正常配合干涉)。
-
若力過大但位移未到目標 ⇒ 疑似卡死或異物(NG)。
-
若位移過快、力太小 ⇒ 疑似間隙過大或壓入鬆動(NG)。
2. 最大壓入力值是否達標
-
要求 ≧ 35 kgf(以 Ø3.5 mm 孔為例)⇒ 未達為 NG。
-
可設定壓床閥值上下限判斷 NG/OK,例如:30 ~ 60 kgf。
3. 壓入時間是否異常
-
正常應在 ≦10 秒完成。
-
壓入時間過久 ⇒ 疑似卡住或摩擦異常(NG)。
-
若使用位置監控,也可在特定時間點未達目標位移判定 NG。
壓合模擬數據link
EKB-20250613-伺服壓床5種控制模式 link
EKB-20241026-AI伺服壓床-link